SINGLE-ROLLER BURNISHING TOOLS – VERSATILE USE
Interchangeable single-roller tools and the Baublies modular tool system achieve a significant increase in the material surface hardness in combination with a very smooth surface.
With single-roller burnishing, a hardened roller flattens the surface of the workpiece by contacting it at one single point: In this area of contact the steplessly adjustable roller pressure reaches the yield point of the material. During the process, work hardening of the surface layer and an increase in surface-hardness takes place. The generation of residual compressive stresses significantly increases vibration resistance in the workpiece.
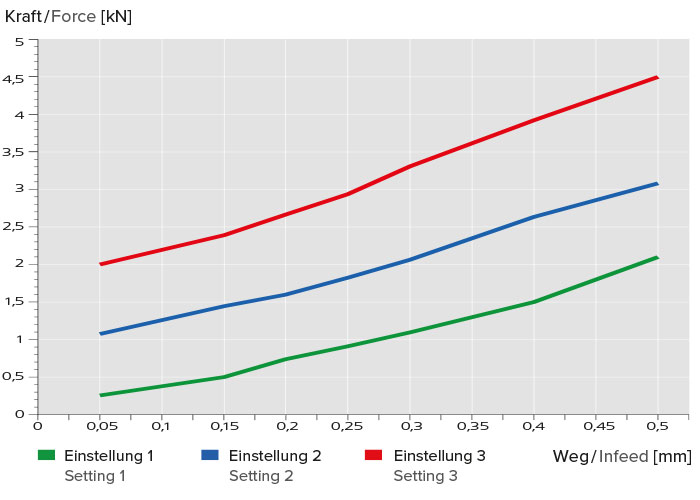
Whether variable, in a modular system or as a tailor made tool, Baublies can provide tooling solutions to suit your specific machining tasks. Variable single-roller burnishing tools are flexibly adjustable for various contours and can also be used in hard-to- reach places. The rolling unit can be swiveled by 180°. In the modular single-roller tool system for lathe machines, a basic element is used to mount the interchangeable system components or rolling units.
As a result, the tool can be converted in an extremely short time. This enables special machining tasks to be carried out quickly.
ADVANTAGES
- High flexibility, broad range of applications
- Maximum process reliability
- High-quality and rugged
- Surface roughnesses of under Rz 1.0 µm
- Larger contact area ratios due to plateau formation
- Greater surface resistance to wearing and corrosion
- Constant dimensions and high fitting accuracy
- Shifting of the material fatigue limits
- Low investment
- Fast return of invest
- Environmental sustainability due to a lack of waste products
- The possibility of complete processing in one setting
Single-roller burnishing tool variable
Modular tool system
Modular tool system
Single-roller burnishing tool for internal-, external-, and taper machining
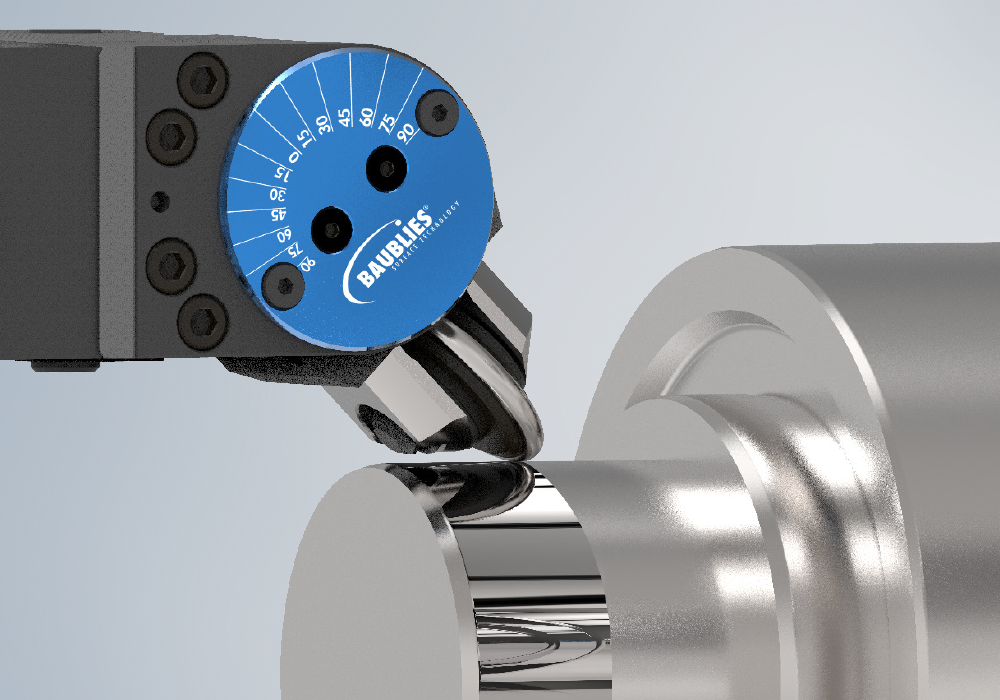
SINGLE-ROLLER BURNISHING TOOL – MODULAR SYSTEM
FUNCTIONS
Fixture
The fixture represents the connection between machine and tool. The basic element is connected by a form-closed clamping bar to the tool fixture.
Rolling unit
The rolling unit guides and supports the roll and is connected to the fixture and the basic element. It is optimally adapted to the processing task. The rolling unit is connected with four screws to the basic element.
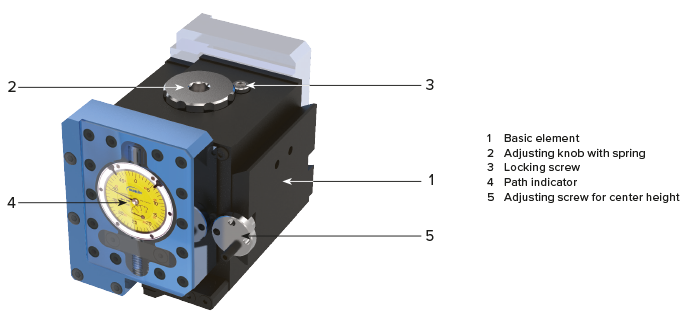
Basic element
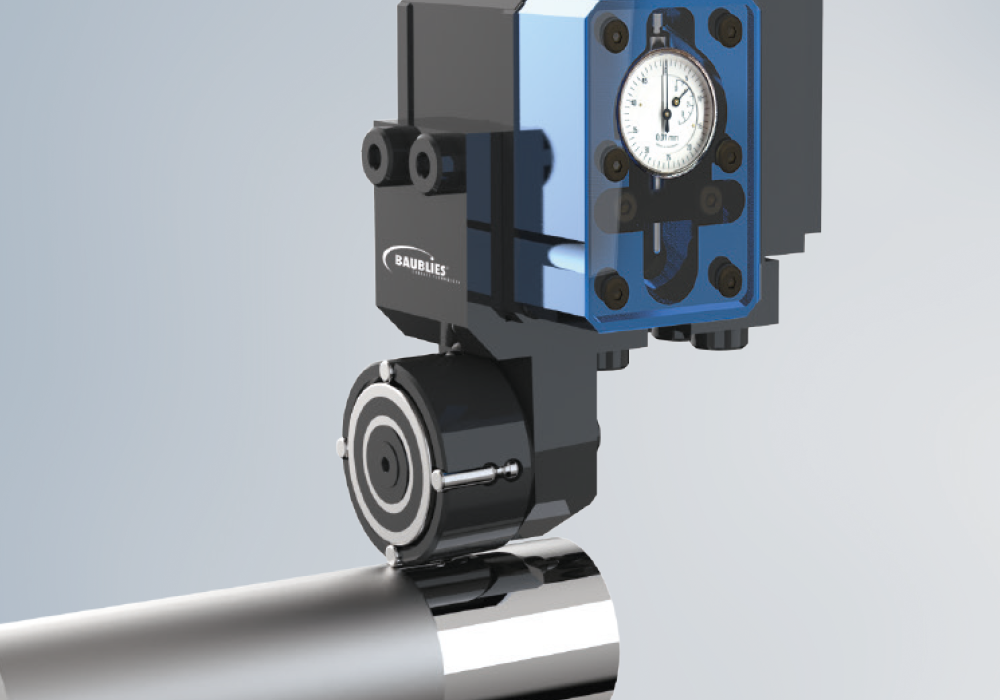
The basic element contains the spring of the single-roller tool. This spring enables you to define the rolling force in dependence to the tool preload. The rolling force can be determined by using the chart.
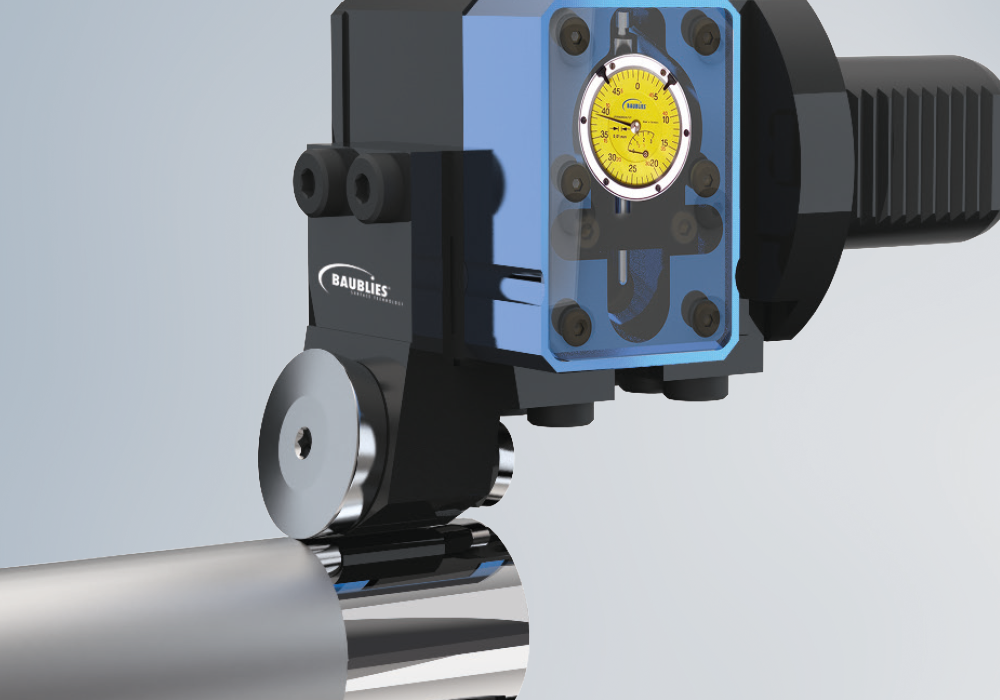
If the exact value of the force is required, the optionally available testing device has to be used.
TOOL ASSEMBLY AND HANDLING
CHANGE PRELOAD OF THE TOOL
Remove the locking screw (3). Set the preload of the spring by turning the adjusting knob (2).
Turn clockwise
= preload increases
Turn counterclockwise
= preload decreases
The preload of the spring can be checked with the optional test device. Reassemble locking screw (3).
ADJUSTING THE CENTER HIGHT
Loosen the clamping of the tool fixture. The center height is adjusted by the adjusting screw (5). The setting should be up to 1 mm above the machining center line. Fix the clamping of the tool fixture.
FORCE-INFEED DIAGRAM
TIP
- The preload of the tool during burnishing should be in a range between 0.1 and 0.5 mm.
- Always work with cooling and avoid interrupted cuts.
- The path indicator helps to set up the tool, especially when using conventional machines.
- Due to the occurance of high rolling forces, it is important to ensure sufficient clamping of the workpiece and tool.