

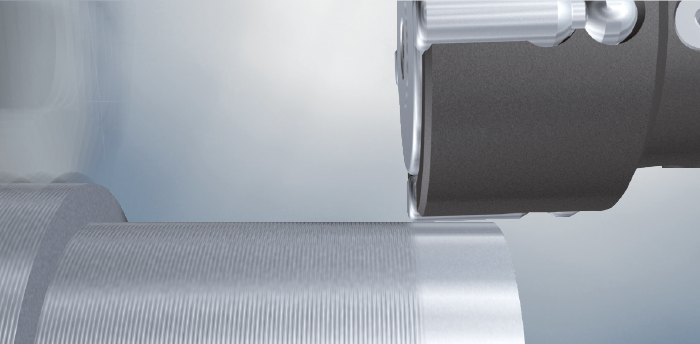
Roller burnishing is the economical, simple and reliable manufacturing of maximum surface quality while increasing the strength and hardness of the workpiece.
Baublies AG defines roller burnishing as a generic term for deep rolling, fine rolling, etc.
Roller burnishing is a non-cutting process for smoothing and strengthening (metallic) workpieces by means of rollingelements.
During roller burnishing, one or more rollers are subjected to a force directed vertically to the running surface (rolling force). Thereby the roughness profile is plastically deformed and levelled.
In this fine machining process, the stress state in the surface layer of the material is changed.
ADVANTAGES
- Mirror-like surfaces with roughness below 1 μm and high material load-bearing capacity
- Reduced risk of crack formation due to micro-notches (e.g. turning grooves)
- Improved wear characteristics compared to other components (e.g. seals, bearings) due to the high proportion of material on the surface
- Improved corrosion resistance due to reduced surface exposure
ROLLER BURNISHING FOR SMOOTHING
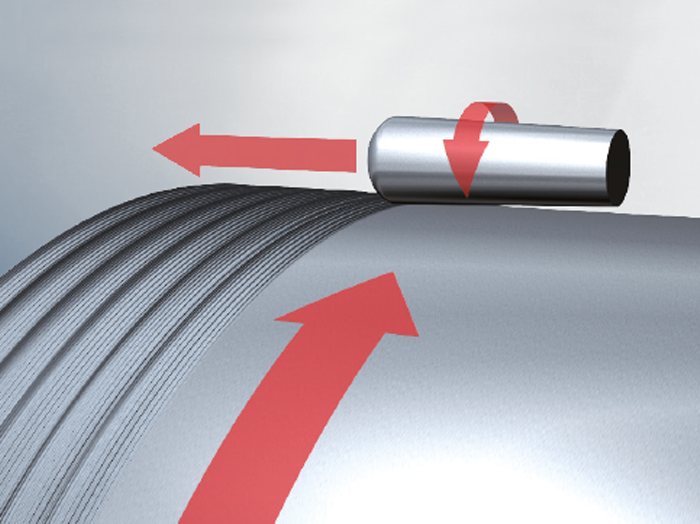
In the contact zone of the rolling elements, a surface pressure is generated by the rolling force (Hertzian pressure). The resulting stresses reach the yield point of the material and cause a plastic deformation of the surface profile. Since the material density does not change, the raised areas (“profile peaks”) of the surface are levelled (but not, as is often assumed, “folded over”), the displaced material volume flows into the rising profile valleys. The dimensional change achieved therefore depends on the roughness and structure of the pre-machined surface. In roller burnishing, the rolling force is kept as low as possible, as the surface quality is to be optimised here rather than a hardening.
Material flow during roller burnishing
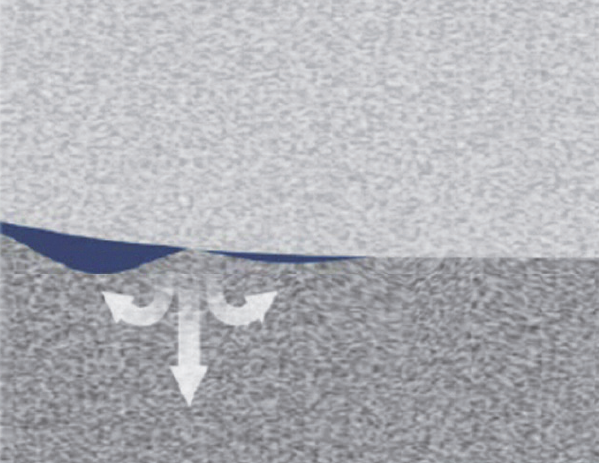
STRAIN HARDENING BY DEEP ROLLING
Deep rolling is a targeted process to increase the dynamic strength properties. In contrast to roller burnishing, the rolling forces, or rather the surface pressure, are considerably greater during hardening. The rolling force causes dislocations to form within the crystal lattice, resulting in strain hardening of the surface layer. The formation of residual compressive stress in the surface layer impedes crack formation under stress.
The hardening depends on:
- the rolling force and the rolling speed
- the geometry of the roll and the workpiece
- the material properties
- the number of load cycles

HARDENING BY MECHANICAL METHODS IS BASED ON THE FOLLOWING MECHANISMS:
- Cold work hardening by increasing the dislocation density which is caused by the formation of new dislocations during the plastic deformation of the material
- Formation of residual stresses in the surface layer: compressive residual stresses induced by the stretching of the surface, which is compensated for in the outer layer of the material
- The mechanically induced transformation of the microstructure
- Improvement of the surface quality and associated reduced notch effect
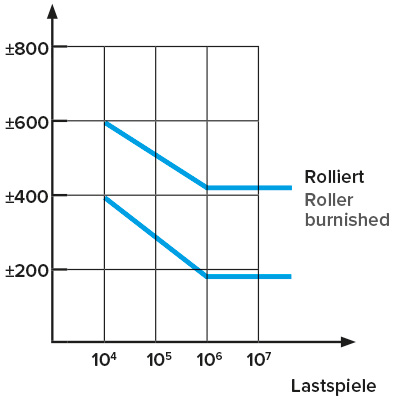
Circumferential bending fatigue strength
WHICH MATERIALS CAN BE ROLLER BURNISHED?
- All plastically deformable metals can be roller burnished.
- With conventional roller burnishing tools with steel rollers, the material hardness can be up to 45 HRC (Rockwell hardness)
- When using diamond burnishing tools, it is possible to machine significantly harder workpieces with more than 60 HRC.
- The malleability of a material is determined by its plastic deformation capacity. An indication of this is the elongation at break; if it is above 5 %, the material is generally suitable for rolling.
- The greater the elongation at break, the better the materials can be rolled.
WHICH RESULTS CAN BE ACHIEVED?
Due to the variety of materials that can be machined, only reference values can be presented here.
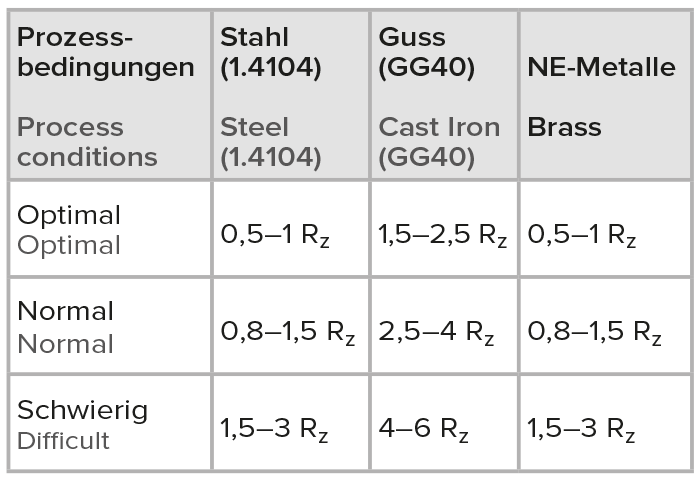
Average roughness Rz (μm)
- Hard machining over 60 HRC
In the machining of materials with a hardness of more than 60 HRC the surface should be preprocessed in a range of Rz 2 and 5 μm. Then the achievable surface finish is approximately Rz 1 μm. - Material ratio
Roller burnishing increases the material ratio. At C of 0.2–0.4 μm, the values are above 70 %. - Dynamic load resilience
The fatigue resistance of components depends to a large extent on the component geometry and the materials used. In general, an increase of 20–60 % can be assumed. Under certain conditions more than 100 % can be achieved under good to optimal conditions. - Surface hardness
The increase in surface hardness of steel materials can be more than 20 HV (Vickers hardness); under certain microstructural conditions, up to 50 HV is achieved.
WHICH CONTOURS CAN BE ROLLER BURNISHED?
Roller burnishing can be used on the internal and external surfaces of almost all rotationally symmetrical workpieces. A comprehensive range of standard tools in multi-roller and single-roller design is available for bore and shaft machining applications. Based on over 50 years of extensive experience in this specialized field, we are able to provide you with customized tools of many other geometries. We would be pleased to show you interesting solution possibilities. In particular, the further development of the technology of smoothing with diamond tools opens up countless new areas of application, including the machining of free-form surfaces, e.g. in toolmaking.