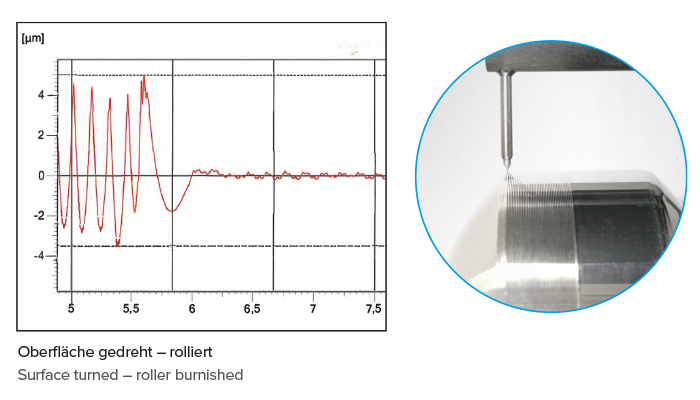
Jede spanend hergestellte Oberfläche weist eine typische, von der Schneidengeometrie und dem Schneidenvorschub geprägte Struktur auf. Die Gestalt der bestehenden Oberfläche hat entscheidenden Einfluss auf das Ergebnis des Rollierprozesses.
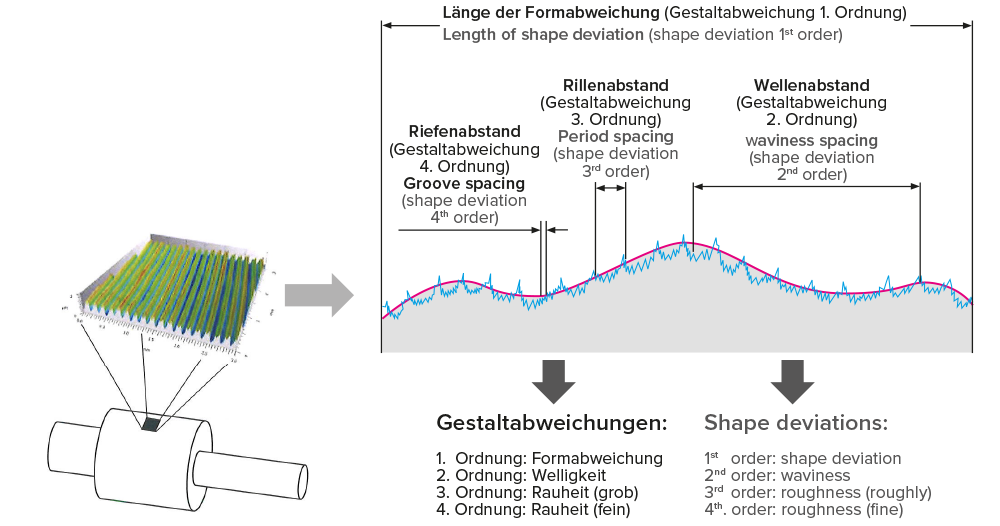
Die Messung von Oberflächen erfolgt z. B. nach dem Tastschnittverfahren. Dabei wird ein definierter Taster (z. B. ein Diamant-Kegel mit einem Spitzenradius von 0,2 µm) quer zur Bearbeitungsrichtung über eine genormte Messstrecke gezogen und das Oberflächenprofil aufgenommen. Durch genormte Filter werden die verschiedenen Ordnungen der Gestaltabweichung voneinander getrennt dargestellt. In der Realität weicht jede Oberfläche mehr oder weniger stark von der idealen Oberfläche ohne Maß-, Form- und Gestaltabweichungen ab.
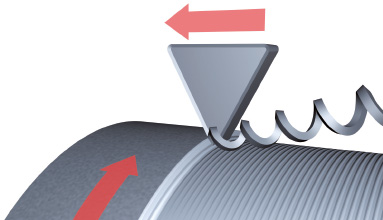
DREHEN
Die Oberfläche wird durch geometrisch bestimmte Schneiden erzeugt.
- gleichmäßig periodisches Profil
- konstante Rauheit
- ausgeprägte Profilspitzen
Dadurch sehr konstante Bedingungen zum Rollieren.
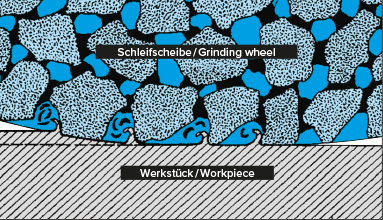
SCHLEIFEN
Die Oberfläche wird durch geometrisch unbestimmte Schneiden erzeugt.
- ungleichmäßiges Profil
- geringe Rauheit mit „Ausreißern“
- Plateaubildung
Dadurch u. U. höhere Walzkräfte und geringere Maßänderungen beim Rollieren.
Einführung in das Thema Rauheit
Bei der Charakterisierung von Oberflächen werden nach ISO 21920-2:2021 verschiedene Gestaltabweichungen unterschieden, beginnend bei Formabweichungen über die Welligkeit und verschiedene Ausprägungen der Rauheit bis hin zu Abweichungen im Gitteraufbau des Werkstoffes. Die Oberflächenmesstechnik befasst sich mit den mittleren und kurzwelligen Anteilen der Gestaltabweichungen von Werkstücken (Welligkeit und Rauheit).
An diese Stelle danken wir ganz herzlich dem Steinbeis Transfer Zentrum und Prof. Dr.-Ing. Dietmar Schorr für die Unterstützung bei der Erstellung des Kapitels Oberflächenbeschaffenheit. Die folgenden Informationen stammen mit freundlicher Genehmigung aus dem Seminar Rauheit und Rauheitsmessung.
www.steinbeis-analysezentrum.com
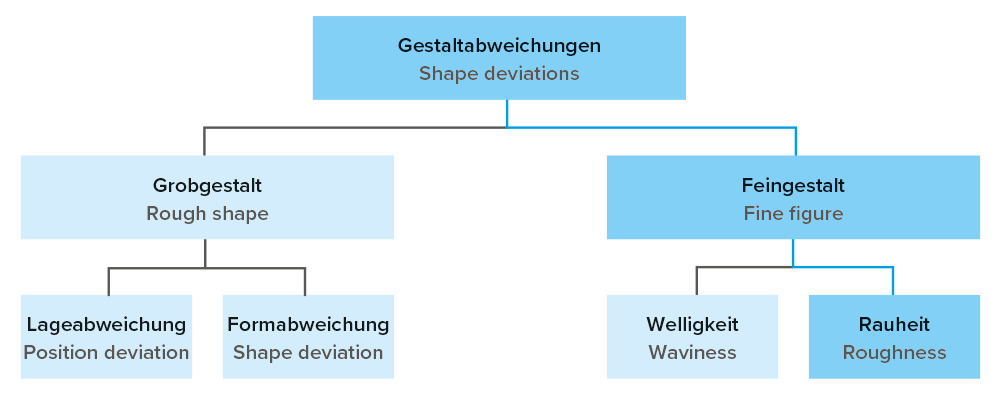
GESTALTABWEICHUNGEN
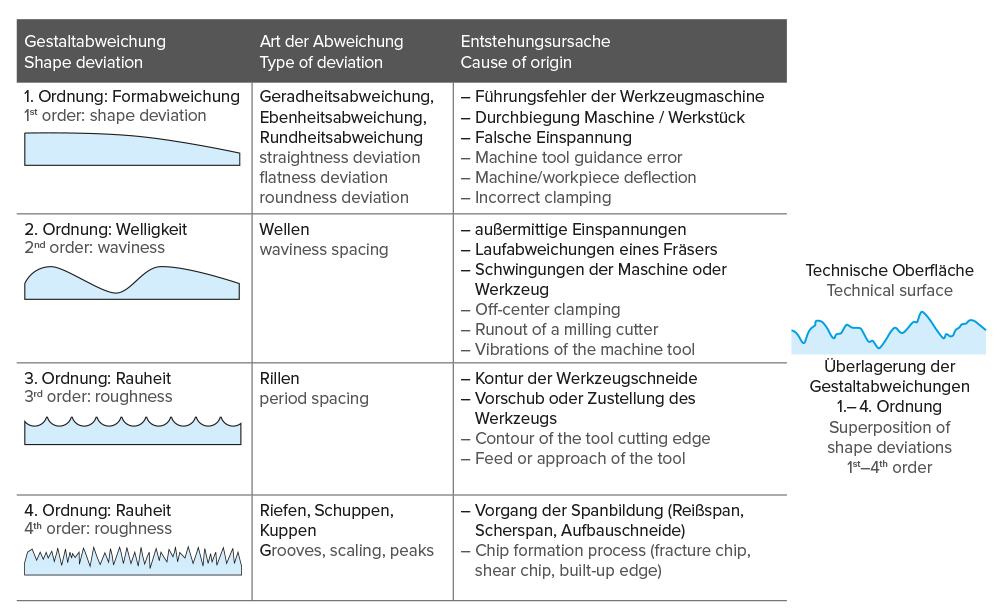
In der DIN 4760:1982 werden die Gestaltabweichungen definiert. Man unterscheidet die Gestaltabweichungen in Grobgestalt- und Feingestaltabweichungen. Die Welligkeit wird entweder der Grobgestalt oder der Feingestalt zugeordnet.
OBERFLÄCHENBESCHAFFENHEIT
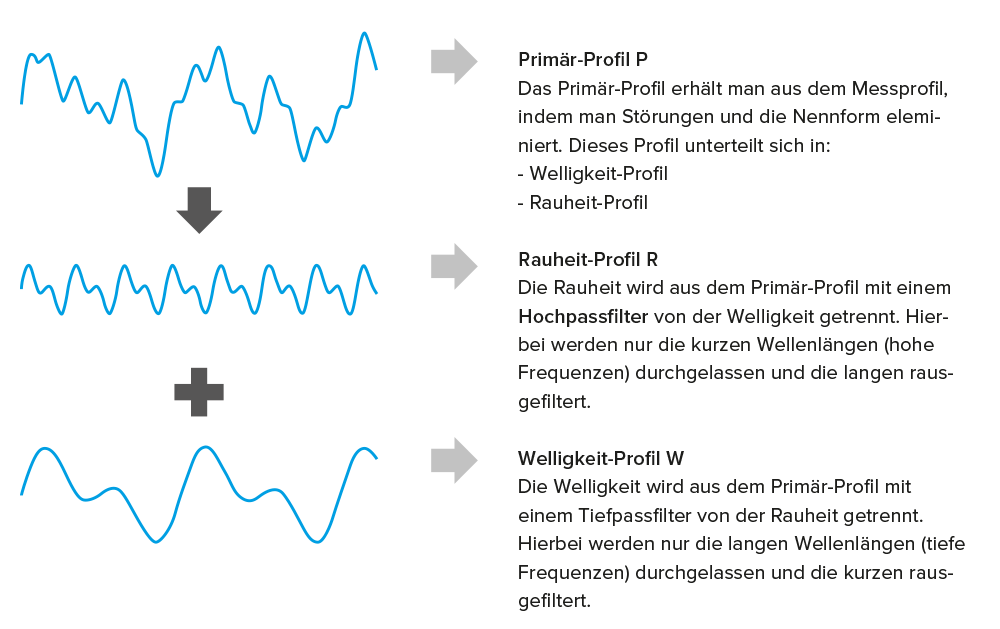
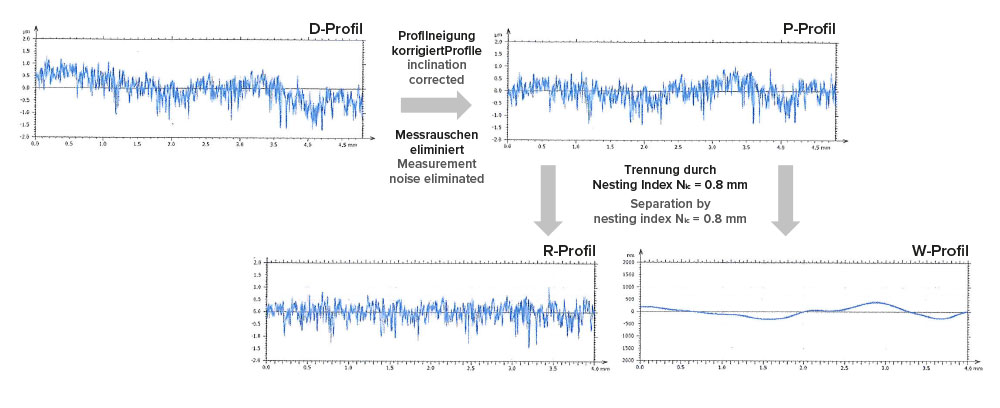
Das reale gemessene Gesamtprofil einer Oberfläche wird durch entsprechende Filtertechniken in einen langwelligen Anteil (Welligkeits-Profil) und in einen kurzwelligen Anteil (Rauheit-Profil R zerlegt.
MESSBEDINGUNGEN
Oberflächenprofile: Profilkomponenten (D-, P-, R-Profil und Form)
- Das R-Profil enthält die kurzwelligen Profilanteile.
- Das W-Profil enthält die langwelligen Profilanteile.
Für die Charakterisierung von Oberflächen im Bereich der Glättwerkzeuge haben sich die folgenden Kenngrößen bewährt:
- Ra (Arithmetischer Mittelwert aller Ordinatenwerte)
- Rz (Maximale Höhe)
- Rzx (Maximale Höhe im Abschnitt)
- Rp (Mittlere Spitzenhöhe)
- Rv (Mittlere Talsohlentiefe)
- Rt (Gesamthöhe)
- Rsk (Schiefe)
- Rmr (p, dc) (relativer Materialanteil)
- Rpk (Reduzierte Spitzenhöhen)
- Rk (Kernhöhe)
- Rvk (Reduzierte Talsohlentiefe)
Diese Parameter beschreiben wir auf den nachfolgenden Seiten. Sie sind allerdings nur ein kleiner Ausschnitt aus dem Technischen Regelwerk ISO 21920-2:2021
PROFIL-KENNGRÖSSEN 2D
Rauheit-Profil: Höhen-Kenngrößen – Mittelwerte
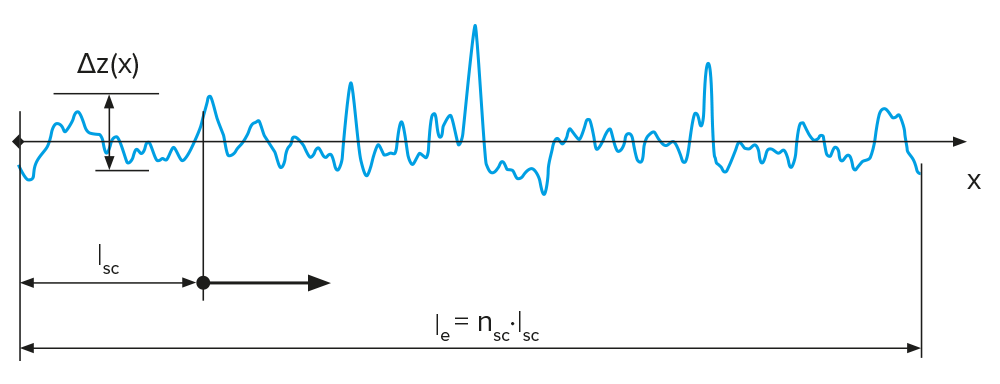
- Ra: Arithmetischer Mittelwert der Höhe des Rauheit-Profils.
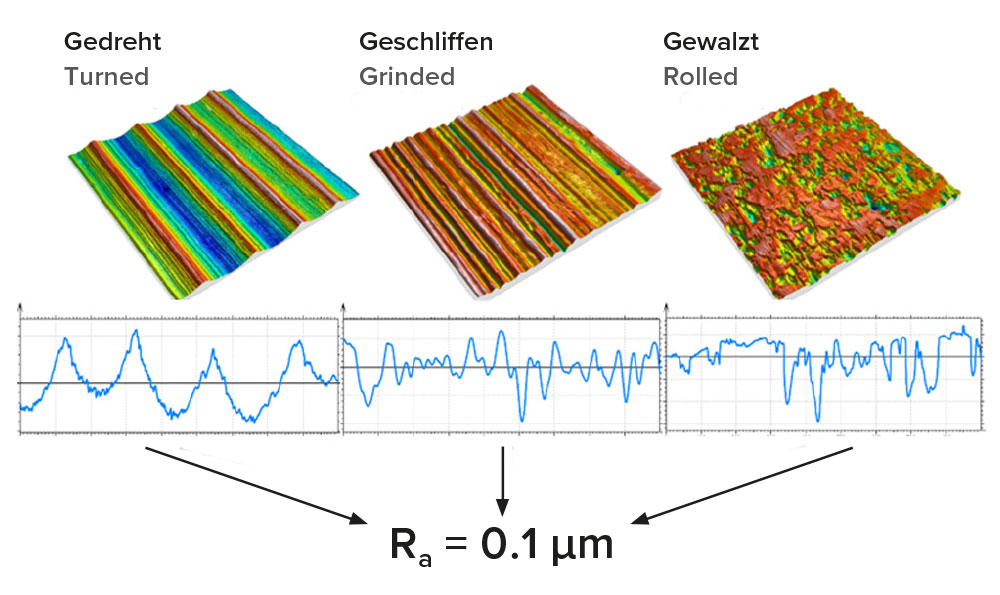
Ra wurde nicht eingeführt, weil er bedeutungsvoll war – sondern weil er messbar war.
Ra ist eine ungeeignete Kenngröße zur Charakterisierung von Oberflächenmikrostrukturen!
- Frühe Profilometer mit RC-Schaltungen konnten den komplexeren Wert Rq (Root Mean Square) noch nicht berechnen. Daher setzte sich Ra, das einfache arithmetische Mittel, durch.
- Vorteil: Einfach zu berechnen
- Nachteil: Blind für Spitzen, Täler und funktionale Eigenschaften der Oberfläche
Weingraber, Herbert; Abou-Aly, Mohamed: Handbuch Technische Oberfläche. Wiesbaden: Vieweg+Teubner, 2012.
RAUHEIT-PROFIL
Rz (Maximale Höhe) (ISO 21920-2:2021)
Mittelwert der Summe der größten Spitzenhöhen und größten Talsohlentiefen (= Höhe der Profilelemente) innerhalb einer Abschnittslänge Isc über alle Abschnitte nsc in der Auswertelänge Ie.
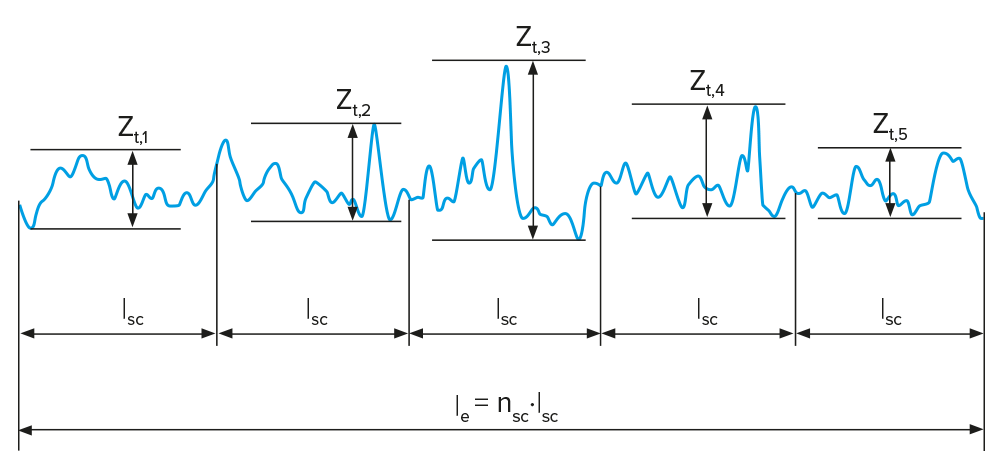
Anzahl der Abschnitte (in der Regel): nsc = 5
Die maximale Höhe des Rauheitsprofils Rz (alt: mittlere Rautiefe) ist i. d. R. ca. 3–10fach so groß wie der arithmetische Mittelwert des Rauheitsprofils Ra. Es gibt aber keine allgemeingültige Umrechnung und schon gar keine Korrelation zwischen Rz und Ra.
Rzx (Maximale Höhe im Abschnitt) (ISO 21920-2:2021)
Größte Differenz der höchsten und niedrigsten Werte innerhalb einer über die Auswertlänge Ie beweglichen Abschnittslänge Isc
Die maximale Höhe im Abschnitt Rzx kann dann festgelegt werden, wenn die Auswertelänge mindestens so lang ist wie eine Abschnittslänge.
Die Verhältniszahl Rzx / Rz liefert eine Aussage über Ausreißer im Profil
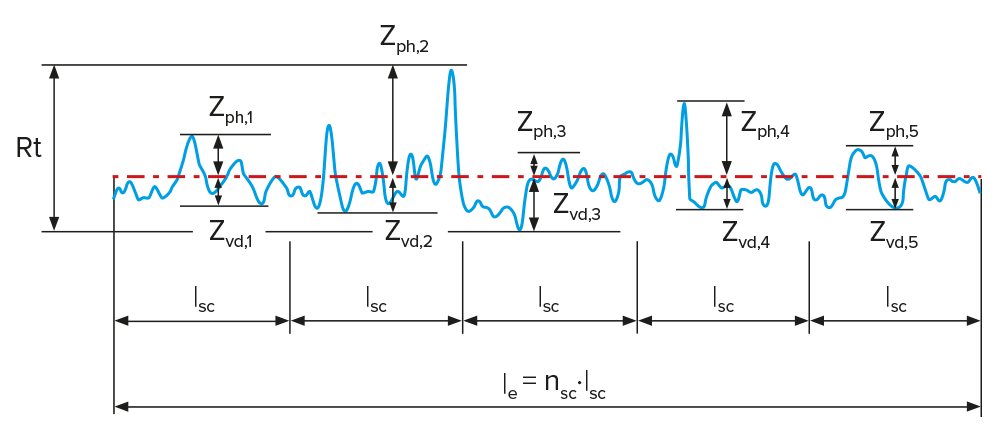
Die mittlere Spitzenhöhe Rp und die mittlere Talsohlentiefe Rv sind die Mittelwerte der jeweils höchsten Spitzenhöhen Rpi und Talsohlentiefen Rvi des R-Profils innerhalb der Abschnittslänge Isc.
Die Gesamthöhe Rt bezieht sich auf die gesamte Auswertlänge Ie , d.h. die Differenz der größten Spitze und des tiefsten Tales innerhalb dieser.
RAUHEIT-PROFIL: Höhen-Kenngrößen
Bedeutung von Rp und Rv

Oberfläche weist ausgeprägte Spitzen auf
→ plastische Deformation der Spitzen

Oberfläche besteht überwiegend aus einer Ebene mit tiefen, schmalen Tälern
→ elastische Deformation der Spitzen
Rsk (Schiefe)
Die Schiefe ist eine Kenngröße, welche ein Maß für die Asymmetrie der Höhendichte darstellt.
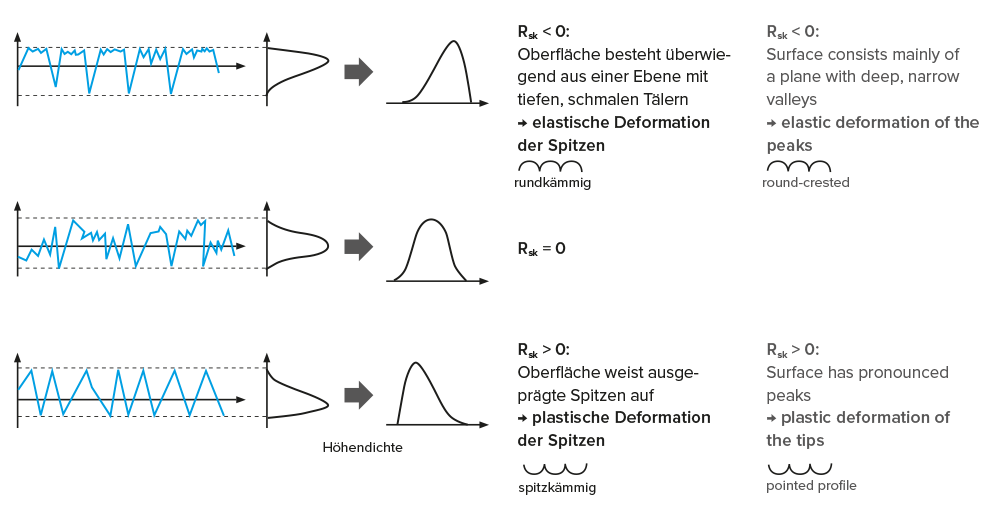
Rundkämmiges Profil
Ist die Schiefe Rsk < 0, so besteht das Profil aus ausgeprägten Ebenen und wenigen ausgeprägten Tälern. Dies führt zu einem hohen Traganteil und für geschmierte Systeme zu einer stabilen Ausbildung eines hydrodynamischen Tragfilms. Diese Profile sind verschleißärmer.
Spitzkämmiges Profil
Ist die Schiefe Rsk > 0, so deutet dies auf ausgeprägte Oberflächenspitzen hin. Diese werden im tribologischen Kontakt plastisch deformiert oder abgebrochen. Das wiederum ist verbunden mit einem starken Einlaufverhalten mit funktionaler Veränderung der Oberfläche sowie mit Partikelbildung. Diese Profile haben tendenziell einen höheren Reibwert.
RAUHEIT-PROFIL: Materialanteilkenngrößen
Rmr (p, dc) (relativer Materialanteil):
Materialanteil in einer Schnitthöhe cp + dc
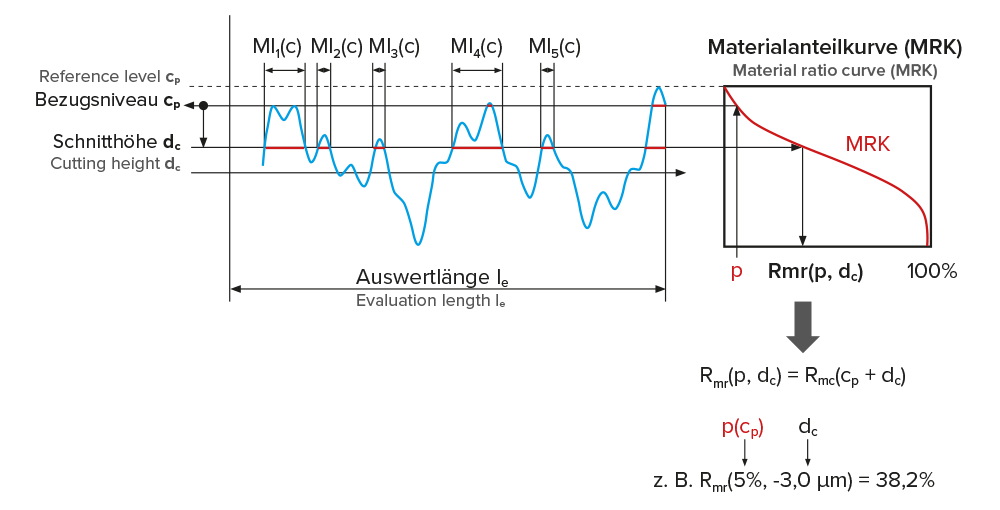
Der Bezugsmaterialanteil p soll im Bereich 2–5% liegen und dient dazu die Abhängigkeit der Berechnung des relativen Materialanteils von einer einzelnen Oberflächenspitze zu eliminieren.
Bezugsniveau cp = inverser Materialanteil bei einem Materialanteil p
Die Schnitthöhe soll so gelegt werden, dass die sich ergebenden Werte für Rmr eine Differenzierung der Produktqualität ermöglicht. Als Orientierung soll die Schnitthöhe ca. 25% von der maximalen Höhe des Rauheitsprofils Rz betragen. Hierbei ist zu beachten, dass dies sich auf den Mittelwert des Rz von den zu messenden Bauteilen bezieht und nicht, dass für jedes Bauteil bzw. jede Messung die Schnitthöhe c = Rz/4 neu berechnet wird und somit variieren würde.
RAUHEIT-PROFIL: Kenngrößen für plateauartige Oberflächen
Rpk (Reduzierte Spitzenhöhe):
Höhe der Spitzen, die oberhalb des Kernprofil (Rk) liegen.
Rk (Kernhöhe):
Höhe der zentralen Rauheit bzw. tatsächliche Rauheit des Profils. Dies ist die Höhe des Rauheit-Profils, ohne sehr hohe Hügel oder sehr tiefe Täler.
Rvk (Reduzierte Talsohlentiefe):
Tiefe der Täler, die unterhalb des Kernprofils (Rk) liegen.
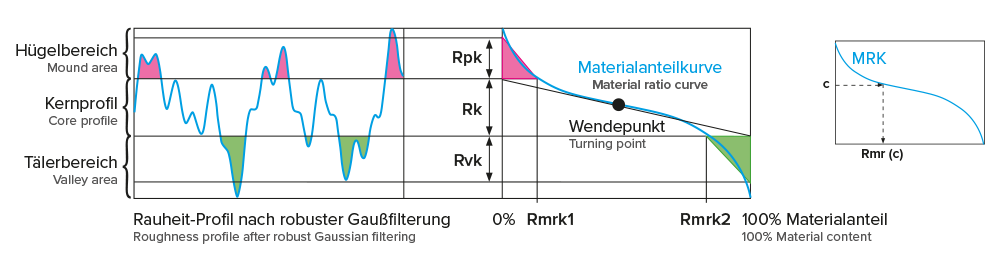
Die Materialanteilkurve (MRK) gibt in einer bestimmten Schnitthöhe c den summierten Materialanteil Rmc (c) in % an. Durch die MRK kann mit Hilfe der Kenngrößen für plateauartige Oberflächen das Verschleißverhalten und die Tragfähigkeit einer Oberfläche beurteilt werden.
Der Default für den Profil-L-Filter für Rpk, Rk, Rvk, Rmrk1, Rmrk2, Rak1, Rak2 ist der Robuste Gauß-Filter zweiter Ordnung nach ISO 16610-31:2016. Dieser ist für plateauartige Oberflächen vorteilhaft.
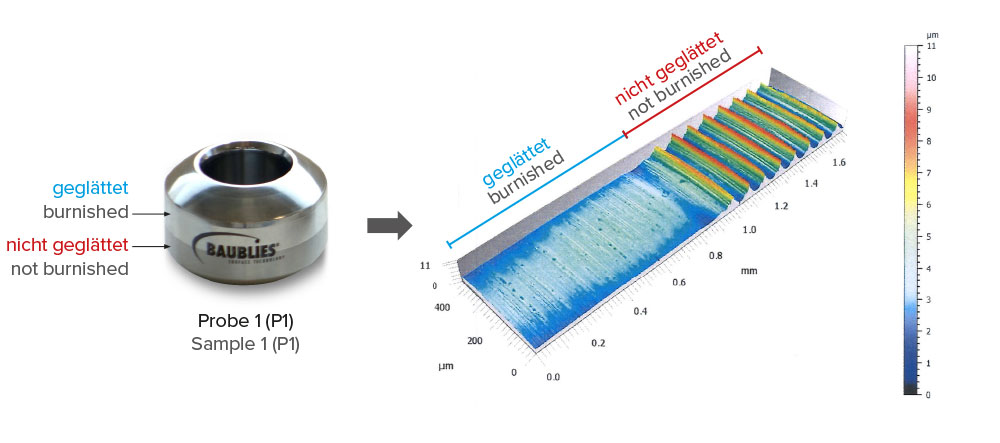
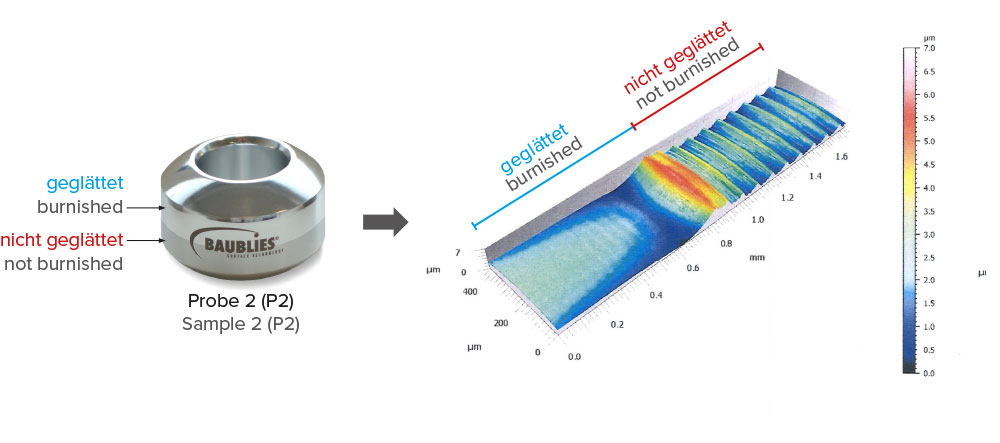
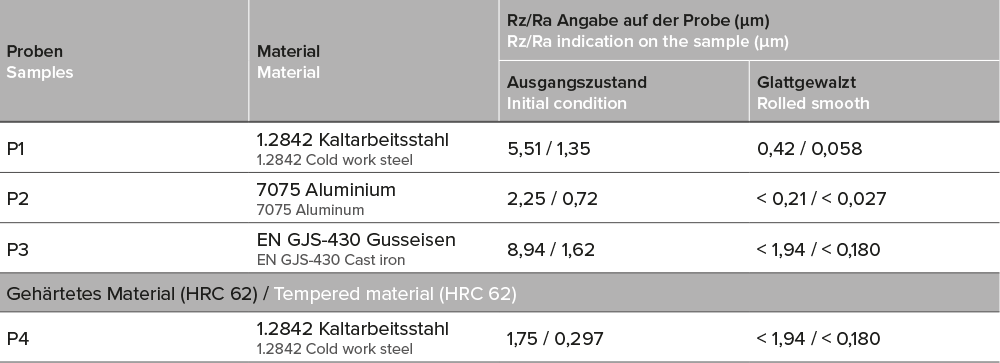
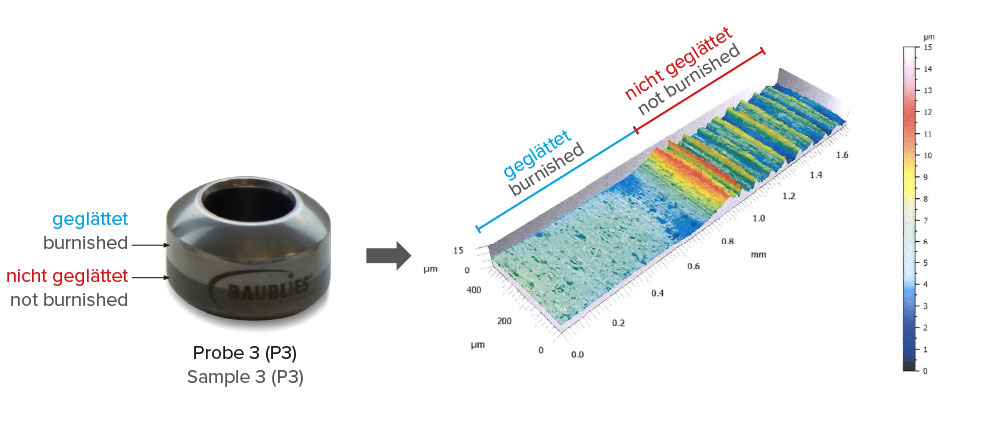
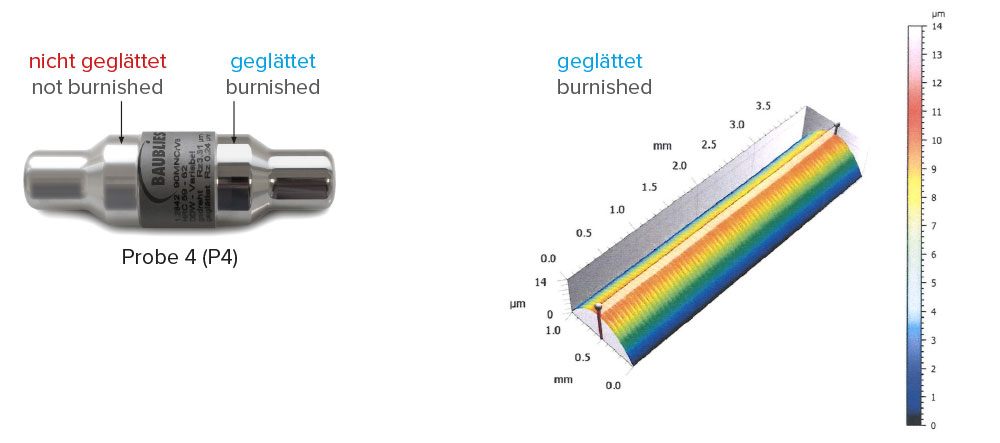
ANALYSE AN GLATTGEWALZTEN PROBEN 3D
Ergebniszusammenfassung
-
Die flächenbezogene mittlere Rautiefe S10z der Oberflächen wurde durch das Glattwalzen zwischen 64% und 85% reduziert.
-
Die Spitzen (S5p) sowie auch die Täler (S5v) sind abhängig von den proben um 49% bis 87% reduziert, dabei liegen bei den Proben 1-2 keine größeren Diskrepanzen zwischen der Reduktion der Spitzen und Täler vor (2-6%). Bei Probe 3 sind die Spitzen (mit 79%) 30% stärker reduziert als die Täler (mit 49%)