

Rollieren ist die wirtschaftliche, einfache und zuverlässige Erzeugung maximaler Oberflächengüten bei gleichzeitiger Erhöhung der Festigkeit und Härte des Werkstückes.
Die Baublies AG definiert den Begriff Rollieren als Oberbegriff für die ebenfalls verwendeten Bezeichnungen Glatt-, Fest-, Feinwalzen etc.
Rollieren ist ein spanloses Verfahren zum Glätten und Verfestigen von (metallischen) Werkstücken durch Walzelemente.
Beim Rollieren werden eine oder mehrere Rollen mit einer senkrecht zur Lauffläche gerichteten Kraft (Rollierkraft) beaufschlagt. Dabei wird örtlich die Fließgrenze des Werkstoffes erreicht und damit das vorhandene Oberflächenprofil plastisch verformt und eingeebnet.
Bei diesem Feinbearbeitungsverfahren wird der Spannungszustand in der Randschicht des Werkstoffes verändert.
VORTEILE
- Oberflächen von geringer Rautiefe (< 1 μm) und hohem Materialtraganteil
- Verminderte Gefahr der Rissbildung durch Mikrokerben (z.B. Drehriefen)
- Verbesserte Verschleißcharakteristik gegenüber anderen
- Bauteilen (z. B. Dichtungen, Gleitlager) aufgrund des erhöhten Materialanteils der Oberfläche
- Verbesserte Korrosionsbeständigkeit
GLÄTTEN DURCH ROLLIEREN
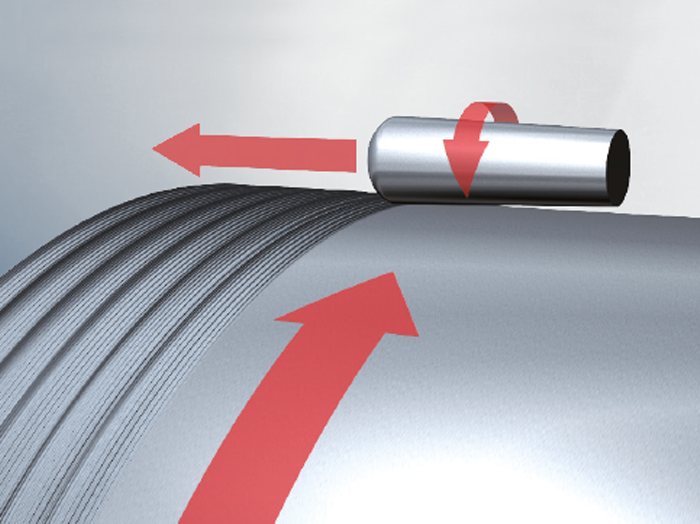
In der Kontaktzone der Walzelemente wird durch die Rollierkraft eine Flächenpressung erzeugt (Hertz’sche Pressung). Die dabei wirkenden Spannungen erreichen die Fließgrenze des Werkstoffes und bewirken eine plastische Umformung des Oberflächenprofils. Da sich die Werkstoffdichte nicht ändert, werden die erhabenen Bereiche („Profilspitzen“) der Oberfläche eingeebnet (jedoch nicht, wie oft vermutet, „umgebogen“), das verdrängte Werkstoffvolumen fließt in die sich anhebenden Profiltäler.
Die erzielte Maßänderung ist also abhängig von der Rauheit und der Struktur der vorbearbeiteten Oberfläche. Beim Rollieren (Glattwalzen) wird die Walzkraft möglichst gering gehalten, da hier vorrangig die Oberflächenqualität optimiert und weniger eine Verfestigung erzielt werden soll.
Materialfluss beim Rollieren
VERFESTIGEN DURCH ROLLIEREN
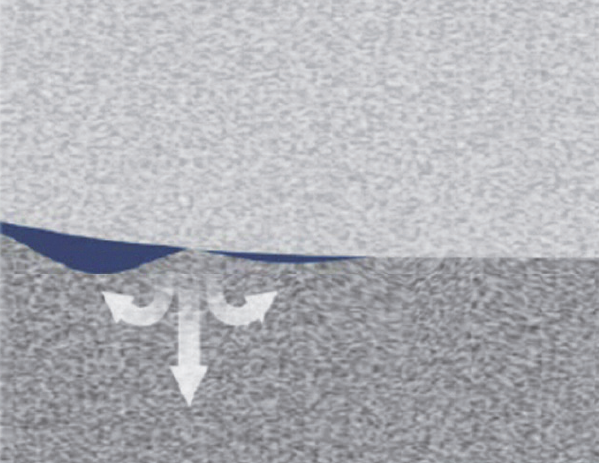
Beim Festwalzen wird zielgerichtet die Erhöhung der dynamischen Festigkeitseigenschaften verfolgt. Im Gegensatz zum Glattwalzen sind beim Verfestigen die Walzkräfte bzw. die Flächenpressung erheblich größer. Durch die Walzkraft
bilden sich im Kristallgitter Versetzungen aus, daraus resultiert eine Kaltverfestigung der Randschicht. Die Ausbildung von Druckeigenspannung in der Randschicht behindert das Risswachstum unter Belastung.
Die Verfestigung ist abhängig von:
- der Walzkraft und der Walzgeschwindigkeit
- der Geometrie von Rolle und Werkstück
- den Werkstoffeigenschaften
- der Anzahl der Überrollungen

DIE VERFESTIGUNG DURCH MECHANISCHE VERFAHREN BERUHT AUF FOLGENDEN MECHANISMEN:
- Kaltverfestigung durch Erhöhung der Versetzungsdichte, verursacht durch die Ausbildung neuer Versetzungen durch die plastische Verformung des Werkstoffes
- Aufbau von Eigenspannungen in der Randschicht:
Druckeigenspannungen, induziert durch die Streckung der Oberfläche, welche in der Randschicht des Werkstoffes kompensiert wird. - Mechanisch induzierte Gefügeumwandlung
- Verbesserung der Oberflächengüte und damit verbundene verminderte Kerbwirkung
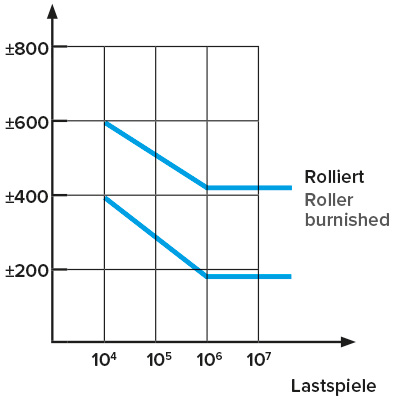
Umlauf-Biegewechselfestigkeit
WELCHEWERKSTOFFE KÖNNEN ROLLIERT WERDEN?
- Es können alle plastisch verformbaren Metalle rolliert werden.
- Bei konventionellen Rollierwerkzeugen mit Stahlrollen kann die Werkstoffhärte bis zu 45 HRC (Rockwell-Härte) betragen.
- Beim Einsatz von Diamant-Glättwerkzeugen ist die Bearbeitung deutlich härterer Werkstücke mit mehr als 60 HRC möglich.
- Die Walzbarkeit eines Werkstoffes bestimmt sich über das plastische Formänderungsvermögen. Ein Anhaltspunkt dafür ist die Bruchdehnung; liegt sie über 5 %, ist die Walzbarkeit in der Regel gegeben.
- Je größer die Bruchdehnung ist, desto besser lassen sich die Werkstoffe rollieren.
WELCHE ERGEBNISSE WERDEN BEIM ROLLIEREN ERZIELT?
Aufgrund der Vielfalt der bearbeitbaren Werkstoffe können hier nur Anhaltswerte dargestellt werden.
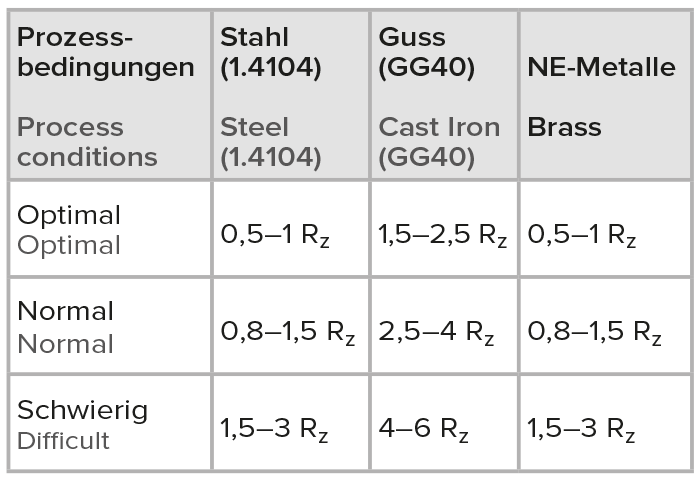
Mittlere Rautiefe Rz (μm)
- Hartbearbeitung über 60 HRC
Bei der Bearbeitung von Werkstoffen mit einer Härte von mehr als 60 HRC sollte die Vorbearbeitung zwischen Rz 2 und 5 µm liegen, die erreichbare Oberflächengüte liegt im Bereich von Rz 1 μm. - Materialanteil
Der Materialanteil wird durch die Plateaubildung beim Rollieren erhöht. Bei C von 0,2–0,4 μm liegen die Werte über 70 %. - Dynamische Belastbarkeit
Die Schwingfestigkeit von Bauteilen hängt zum großen Teil von der Bauteilgeometrie und den verwendeten Werkstoffen ab. Generell wird man von einer Zunahme von 20–60 % ausgehen können; unter guten bis optimalen Bedingungen können sogar über 100 % der ursprünglichen Belastbarkeit erreicht werden. - Oberflächenhärte
Die Zunahme der Oberflächenhärte bei Stahlwerkstoffen beträgt bis über 20 HV (Vickers-Härte); unter bestimmten Gefügebedingungen werden bis zu 50 HV erzielt.
WELCHE GEOMETRIEN KÖNNEN ROLLIERT WERDEN?
Rollieren kann an den Außen- und Innenoberflächen nahezu aller rotationssymmetrischen Werkstücke angewendet werden. Für die Anwendungen zur Bohrungs- und Wellenbearbeitung steht ein umfangreiches Sortiment an Standardwerkzeugen in mehrrolliger und einrolliger Bauart zur Verfügung. Bei Sonderwerkzeugen für andere Geometrien profitieren Sie von unserer umfassenden Erfahrung aus über 50 Jahren Arbeit auf diesem Spezialgebiet. Gerne zeigen wir Ihnen interessante Lösungsmöglichkeiten auf. Insbesondere die Weiterentwicklung der Technologie des Glättens mit Diamantwerkzeugen eröffnet unzählige neue Einsatzgebiete bis hin zur Bearbeitung von Freiformflächen, z. B. im Werkzeugbau.