Scheda informativa sugli utensili di lucidatura a più rulli
Possibili contorni che possono essere lavorati

VELOCITÀ, LEVIGATEZZA E RESISTENZA
Nell'utensile sono disposti vari rulli temprati a seconda del processo di lucidatura a rullo. Una lavorazione breve si ottiene grazie all'intervento simultaneo di vari rulli. La lucidatura a rullo con utensili a rulli multipli è un processo di rotolamento con caratteristiche cinematiche simili a quelle di un ingranaggio epicicloidale. I rulli sono supportati all'interno dell'utensile. In questo modo, non si sviluppano forze trasversali rispetto alla direzione della lavorazione. Questi utensili sono quindi particolarmente adatti ai pezzi in lavorazione di piccole dimensioni e delicati.
Gli utensili di lucidatura a più rulli di Baublies sono disponibili in versione standard per svariate applicazioni interne ed esterne. Baublies AG sviluppa soluzioni speciali per le applicazioni specifiche dei clienti.
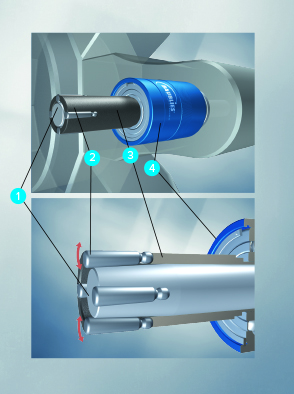
Principio degli ingranaggi epicicloidali
Il gambo conico (1) è saldamente collegato alla sede dell'utensile (4) e la gabbia (3) con i rulli su cuscinetti rotanti (2) è in grado di girare senza ostacoli.
VANTAGGI
- Assenza di forze trasversali rispetto direzione della lavorazione
- Tempi di lavorazione ridotti
- Strati marginali più duri
- Incremento del limite di fatica
- Proporzione di carico superiore grazie alla formazione del plateau
- Maggiore resistenza delle superfici all'usura e alla corrosione
- Incremento dei limiti di affaticamento del materiale
- Ridotti coefficienti di attrito radente, dimensioni costanti ed elevati valori dell'esattezza di adattamento
- Compatibilità ambientale (grazie all'assenza di polveri di rettifica)
- Possibilità di utilizzo su tutte le comuni macchine utensili
STRUTTURA DI BASE DELL'UTENSILE DI LUCIDATURA A RULLI INTERNI
Componenti e struttura dell'utensile (rappresentazione d'esempio)

Il gambo conico sostiene i rulli condotti all'interno della gabbia ed esercita la pressione necessaria alla rimodellazione del materiale. Il diametro del cilindro viene regolato dallo spostamento assiale del gambo conico rispetto al rullo.
SUGGERIMENTO:
Quando si configura un utensile, è possibile ridurre il numero di giri in modo significativo per la configurazione di un utensile, ma non si deve diminuire l'avanzamento per rotazione. Si consiglia di ridurre la velocità per la lucidatura a rullo in condizioni sfavorevoli, ad esempio con i materiali ad alta resistenza, una lubrificazione inadeguata o i fori molto profondi.
STRUTTURA DI BASE DELL'UTENSILE DI LUCIDATURA A RULLI ESTERNI
Componenti e struttura dell'utensile (rappresentazione d'esempio)

Il gambo conico sostiene i rulli condotti all'interno della gabbia ed esercita la pressione necessaria alla rimodellazione del materiale. Il diametro del cilindro viene regolato dallo spostamento assiale del gambo conico rispetto al rullo.
SUGGERIMENTO:
Quando si configura un utensile, è possibile ridurre il numero di giri in modo significativo, ma non si deve diminuire l'avanzamento per rotazione. Si consiglia inoltre di ridurre il numero di giri anche durante il processo di lucidatura a rullo in condizioni sfavorevoli, come ad esempio quando si utilizzano materiali ad elevata resistenza o in presenza di una lubrificazione insufficiente.
SCHEMA DEL NUMERO DI GIRI E DELL'AVANZAMENTO PER GLI UTENSILI DI LUCIDATURA A PIÙ RULLI
VALORI DI RIFERIMENTO PER IL NUMERO DI GIRI

VALORI DI RIFERIMENTO PER GLI AVANZAMENTI

Il numero di giri e l'avanzamento dipendono da diversi parametri, come ad esempio il raffreddamento, il bloccaggio, le caratteristiche del materiale, ecc.