Teknik bilgiler: Mil ezerek parlatma takımı veri sayfası
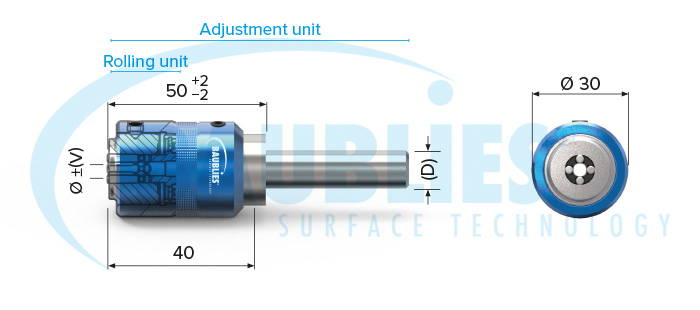
Mil ezerek parlatma takımı ARG-0-S
| Uygulama | miller, dip noktaya karşı | ||||||||||||||||
| Çap aralığı (Ø) | 1,0 - 7,9 mm | ||||||||||||||||
| Ayar aralığı (V) | -0,2 ila +0,1 mm arası | ||||||||||||||||
| Ezme derinliği | 40 mm | ||||||||||||||||
| Ezme bilyeleri |
|
||||||||||||||||
| Standart bağlantı düzeneği | silindirik bağlantı sapı Ø 6 - 22 mm Mors konik 1 ile 3 |
Seçenekler
- Sıkıştırma yüzeyine sahip bağlantı düzeneği; VDI; HSK vb.
- İç soğutucu, maks. 8 bar soğutucu basıncı
Uygulama parametreleri
Lütfen bu bilgilerin uygulamaya göre uyarlanması gereken standart değerler olduğuna dikkat edin.
| İş parçası toleransı | 0,01 mm’ye kadar |
| Takım ön sıkıştırma | 0,04 mm’ye kadar |
| Takımın dönüş yönü | saat yönünde (M3) |
| Dönüş hareketi | her zaman hızlı dönüş (G0) |
| Yağlama | emülsiyon veya yağ; yağlayıcı filtrelemesi (<40 μm), yüzey kalitesini ve takımın ömrünü artırabilir |
| İş parçasının önceden işlenmesi | 15 μm toleransa kadar yüzey pürüzlülüğü (Rz), IT8 veya daha iyi |
| İş parçası sertliği | 45 HRC’ye kadar |
You require further information about this specific tool?
Please contact us or send us an e-mail. We will gladly inform you about further details on our tools:
Quickrequest: "Mil ezerek parlatma takımı veri sayfası"
Alet çapını belirtilen nominal boyutun altına ayarlarken, koni kafesin üzerinden biraz çıkar. Belirtilen „X“ ölçüsü artık korunamaz. „X“ boyutu, çapı 0,01 mm başına yaklaşık 0,2 mm artar (alet üzerindeki bir onay işaretine karşılık gelir)

Alet ayarı
Alet üzerinde 1 çizgi işareti 0.01 mm ye eşittir.
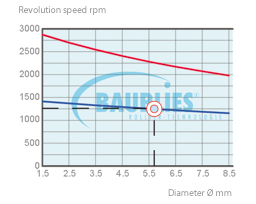
Devir hızı ve ilerleme hızı ayarı …
Aşağıdaki grafik, tüm ARG-0-S çapları için devir hızını ve ilerleme hızını göstermektedir.
İşleme parametreleri
Özel uygulamanız için interaktif işleme parametreleri hesaplayıcımızı kullanmanızı öneriyoruz.
interaktif işleme parametreleri hesaplayıcısı
Lütfen bu sonuçların sadece kılavuz değerler olduğunu unutmayın. Farklı işleme koşulları (ör. ön işleme, malzeme, yağlama…), farklı işleme parametreleri gerektirebilir.
İpucu Bir takımı ayarlarken devir hızı önemli oranda azaltılabilir, ancak devir başına ilerleme hızı düşürülemez. Ezerek parlatma prosesini olumsuz koşullar altında gerçekleştirirken, örneğin yetersiz yağlama veya çok derin delikler ile yüksek mukavemete sahip malzemeler kullanırken devir hızının düşürülmesi önerilir.