
Datos técnicos: tipo IRG-2-D desde Ø 4,9 - 20,8 mm

Herramienta de bruñido por rodillo interior IRG-2-D
| Aplicación | agujero pasante | ||||||||||||||||||||||||
| Intervalo de diámetro (Ø) |
4 - 20,8 mm | ||||||||||||||||||||||||
| Intervalo de ajuste (V) |
- 0,1 hasta + 0,3 mm | ||||||||||||||||||||||||
| Longitud hasta Ø 12 |
52/102 mm | ||||||||||||||||||||||||
| Longitud hasta Ø 13 |
54/104 mm | ||||||||||||||||||||||||
| Profundidad de laminado |
49/99 mm | ||||||||||||||||||||||||
| Rodillos |
|
||||||||||||||||||||||||
| Accesorio estándar | vástago cilíndrico Ø 10 - 20 mm Cono Morse 1 a 3 |
Opciones
- Accesorio con superficie de sujeción; VDI; HSK, etc.
- Refrigerante interno desde Ø 8 mm
Parámetros de aplicación
Recuerde que esta información corresponde a los valores estándar y debe adaptarse a cada caso concreto.
| Margen de la pieza de trabajo | hasta 0,02 mm |
| Presujeción de la herramienta | hasta 0,05 mm |
| Dirección de rotación de la herramienta | sentido horario (M3) |
| Avance de retorno | siempre en avance rápido (G0) |
| Lubricación | emulsión o aceite; la filtración del lubricante (<40 μm) puede mejorar la calidad de la superficie y la durabilidad de la herramienta |
| Premecanizado de la pieza de trabajo | rugosidad de la superficie (Rz) de hasta 15 μm, tolerancia IT8 o superior |
| Dureza de la pieza de trabajo | hasta 45 HRC |
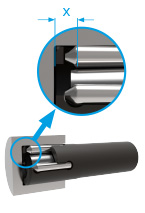
La dimensión "X" corresponde a la distancia mínima hasta el fondo del agujero.

Ajuste de la herramienta
1 marca de graduación en la herramienta 0,01 mm.
Velocidad de revolución y velocidad de avance…
El siguiente gráfico muestra la velocidad de revolución y la velocidad de avance para todos los intervalos de diámetro de IRG-2-D.
Parámetros de mecanizado

Para su aplicación concreta, recomendamos utilizar nuestra calculadora interactiva a fin de obtener los parámetros de mecanizado adecuados.
Calculadora interactiva de parámetros de mecanizado
Recuerde que estos resultados son solo valores orientativos. Unas condiciones de mecanizado diferentes (p. ej., premecanizado, material, lubricación, etc.) pueden requerir parámetros de mecanizado diferentes.
Consejo Al instalar una herramienta, la velocidad de revolución puede reducirse considerablemente. No obstante, la velocidad de avance por revolución no debe reducirse. Al realizar el bruñido por rodillo en condiciones desfavorables, p. ej. al usar materiales de gran resistencia con una lubricación insuficiente o agujeros muy profundos, es aconsejable reducir la velocidad de revolución.
¿Necesita más información sobre esta herramienta en concreto?
Póngase en contacto con nosotros o envíenos un correo electrónico. Estaremos encantados de ofrecerle más información sobre nuestras herramientas:
Solicitud rápida: "Herramienta de bruñido por rodillo interior para agujero pasante"